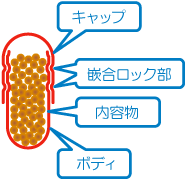
⑤-1剤形:ハードカプセル
「製造工程の概要」にて、おおまかな説明をしましたが、その中の「成型工程」について、今回は「ハードカプセル」の製造工程をご紹介します。
ハードカプセルの特長
①有効成分の配合率が高い
タブレット(打錠品)に比べ、少ない賦形剤で製造することができるため、その分、主成分の配合率を高くすることができます。
②内容物の安定性が高い
タブレット(打錠品)に比べ、カプセル皮膜のバリアー性は高く、酸素の透過も極力抑えることができ、安定性に優れています。
また、カプセル皮膜によって栄養素の持つ独特の香りをマスキングでき、飲みやすくなります。
③製造工程中の品質劣化が少ない(製造工程がシンプル)
製造工程において、加温・加熱・加圧などがないため、熱に弱い栄養素の品質劣化を極力抑えることができます。
ハードカプセルの製造方法
- 内容物(原料混合物)とカプセルを充填機へ送ることでカプセルを作っていきます。充填後の乾燥工程もなく金属探知機および目視検品後、速やかに包装工程へ流すことができるほど製造工程はシンプルです。
- カプセルの材質は「ゼラチン」「HPMC」「プルラン」などがあり、内容物の適性に合わせて選定します。
ハードカプセル本体の製造工程
製造工程(ハードカプセル充填)の説明に入る前に、「ハードカプセル本体(キャップ・ボディ)」の製造について説明します。
1.原料撹拌・粘度調整
- 原料(ゼラチンなど)と水をタンクで撹拌し、溶液を作製します。
その際、空気が入らないよう真空脱気しながら行います。 - 原料撹拌後、別のタンクへ移し粘度調整の撹拌を行います。(3h以上行います)
- 粘度調整液は40~60℃に調整されます。(※)
※原料により粘度条件・溶液温度(流動性)が変わります。

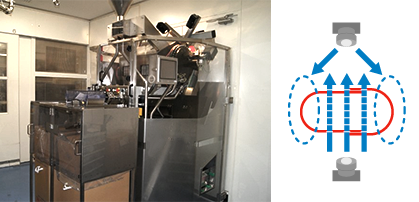
2.成型
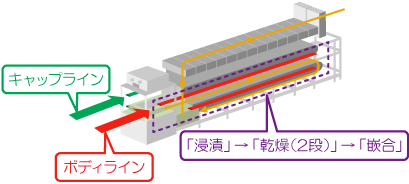
全長約13mの長尺ラインです。
成型機両端にキャップ・ボディに分かれたラインが1機ずつあります。
ライン先端から「浸漬」「乾燥」「嵌合」と流れてキャップ・ボディが成型されます。
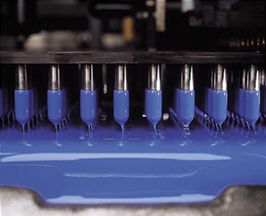
浸漬
30個の成型ピンを溶液タンクに浸漬。ピンに薄く溶液が付き、それが固まってカプセルとなります。(垂れずにピンに粘着する適度な物性が重要)
乾燥
温度・風量を段階ごとに設定し、2段・約30分かけて乾燥されます。
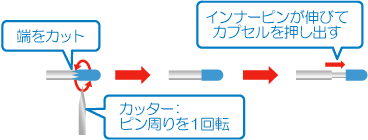
嵌合
乾燥後、成型ピンから成形品を抜くタイミングでキャップ・ボディの端をカットし仮嵌合します。(※)
(この時点で定期的に抜取り検査を行います)
※カプセルの嵌合は2段階あり、空カプセルの嵌合時に対し内容物充填後はしっかり奥で嵌合します。そのため、キャップが外れて内容物が漏れないようになっています。
3.選別・表面処理
嵌合させたキャップ・ボディは、金属探知機→変形・キャップ外れを選別後、回転ドラムで表面処理(SLS:表面処理剤、ppm単位でスプレー)をしながら追加乾燥します。

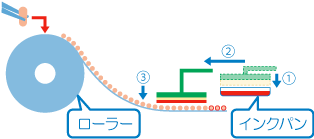
4.印刷(表面印刷を行わない場合は、次のビデオ検査へ)
- キャップ・ボディの表面に、名称などを印字することができます。
カプセルサイズにより、文字数などに制限はありますが、360℃印刷可能です。 - ロボットアームでキャップとボディの段差に引っかけてローラーへ移動させ、オフセット印刷(ゴム版転写・ブレードによるインク掻き取り)を行います。
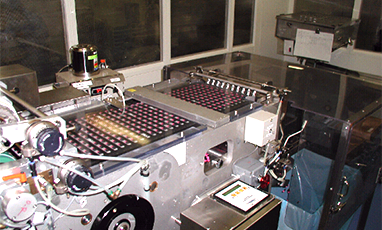
5.ビデオ検査
比較検査方式(変形・欠け・気泡・印字不良を良品データと比較する)を採用しています。
側面(両側先端)・表面および内面(透過にて判別)の2回検査を行います。
検査良品はカウンターによる個数制御を行いながら、段ボールへ詰めていきます。
★ここまでで「ハードカプセル本体(キャップ・ボディ)」の製造は終了となります。このあと、充填機を所有する工場へ運ばれ、製品となっていきます。